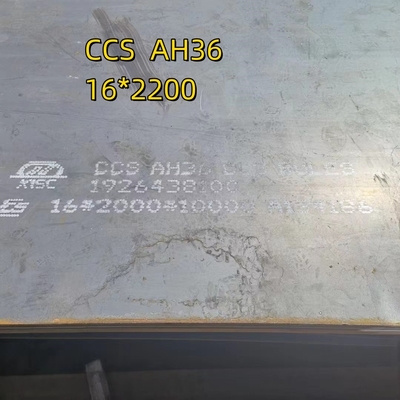
এএইচ৩৬ এবিএস স্টিল ২৫০০*১৫০০, ৮টি বেধ10,12,14,16,20২৬ শিপিং স্টিল প্লেট
জাহাজ নির্মাণ ইস্পাত প্লেটটি অফশোর এবং সামুদ্রিক নির্মাণে ব্যবহৃত কার্বন এবং খাদ ইস্পাত প্লেটকে বোঝায়, সাধারণ গ্রেডগুলি হ'ল এ, বি, ডি, ই, এএইচ 32/36/40, ডিএইচ 32/36/40,এবং EH32/36/40 যা বিভিন্ন শক্তি থেকে পরিবর্তিত হয়সাধারণত ট্যাঙ্কার, বাল্ক ক্যারিয়ার, কনটেইনার জাহাজ এবং এলএনজি ক্যারিয়ারের জাহাজের দেহ, বোল্ডেড, উপরের ডেক এবং হ্যাচ কভার তৈরিতে ব্যবহৃত হয়।
এএইচ৩৬, ডিএইচ৩৬, ইএইচ৩৬ ইস্পাত - অফশোর ও মেরিনে সাধারণ ব্যবহারের উচ্চ শক্তির ইস্পাত
এএইচ৩৬, ডিএইচ৩৬, ইএইচ৩৬ ইস্পাত প্লেটের মতো উচ্চ-শক্তির জাহাজ নির্মাণের প্লেটগুলির জন্য, সাধারণ শক্তির স্টিলের তুলনায় জাহাজের উচ্চ চাপ অঞ্চলে এগুলি ব্যাপকভাবে ব্যবহৃত হয়েছে,তারা ছোট বেধ সঙ্গে একই শক্তি প্রস্তাব করা হয়.
উপাদান
কার্বন এবং লেগ স্টিলের জাহাজ নির্মাণ ইস্পাত উপাদান, উচ্চ শক্তি, নিম্ন তাপমাত্রা এবং উচ্চ তাপ ইনপুট সোল্ডারিংয়ের সাথে সামঞ্জস্যপূর্ণ।
বিভিন্ন দেশের জাহাজ নির্মাণের মান
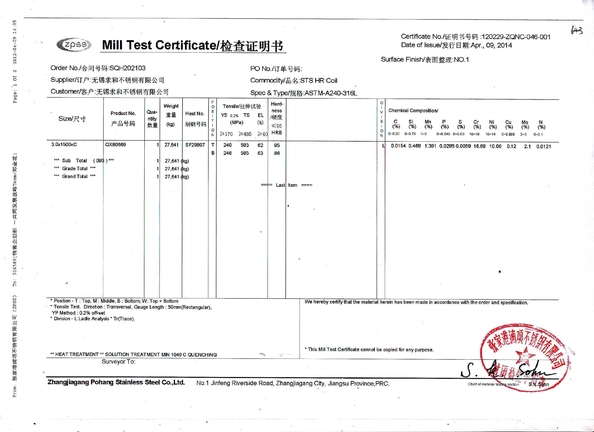
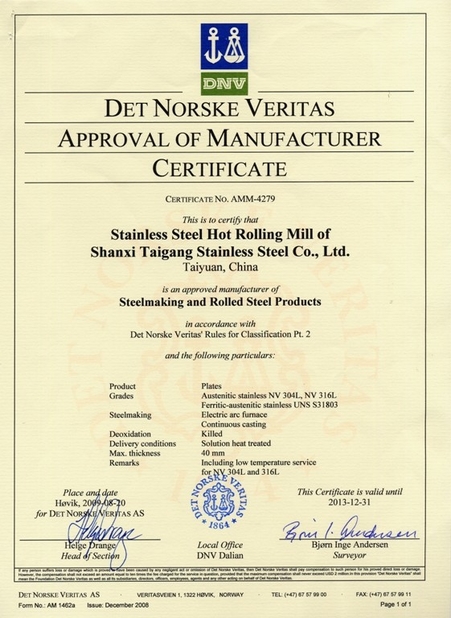
বিভিন্ন দেশের শ্রেণীবিভাগ সমিতির অনুমোদিত উত্পাদন পদ্ধতির অধীনে জাহাজ নির্মাণ স্টিল প্লেট উত্পাদিত হয়।
- এবিএস (আমেরিকান ব্যুরো অফ শিপিং)
- BV (বুরো ভেরিটাস)
- সিসিএস (চীন শ্রেণীবিভাগ সংস্থা)
- DNV (Det Norske Veritas)
- জিএল (জার্মানিশার লয়েড)
- এইচআর (গ্রীক শিপিং রেজিস্টার)
- কেআর (কোরিয়ান শিপিং রেজিস্টার)
- এলআর(লয়েডের শিপিং রেজিস্টার)
- এন কে (নিপ্পন কাইজি কিওকাই)
- RINA (Registro Italiano Navale)
- আরএস (ইন্ডিয়া রেজিস্টার অফ শিপিং)
গ্রেডঃ A, B, D, E, AH32/36/40, DH32/36/40, EH32/36/40
তার আয়তন শক্তি অনুযায়ী, জাহাজ নির্মাণ প্লেট নিম্নলিখিত গ্রেড বিভক্ত করা যেতে পারেঃ
- গ্রেড এ স্টিল হল স্বাভাবিক তাপমাত্রায় (20 ডিগ্রি সেলসিয়াস) প্রভাবিত শক্তি।
- গ্রেড বি স্টিলের 0 ডিগ্রি সেলসিয়াসে আঘাতের শক্তি।
- -২০ ডিগ্রি সেলসিয়াসে ডি গ্রেড স্টিলের আঘাতের শক্তি।
- -৪০ ডিগ্রি সেলসিয়াসে ই গ্রেড ই স্টিলের আঘাতের শক্তি।
- উচ্চ-শক্তির জাহাজ নির্মাণ ইস্পাত প্লেটকে আরও বিভক্ত করা যেতে পারেঃ AH32, DH32, EH32; AH36, DH36, EH36 এবং AH40, DH40, EH40.
1সাধারণ গ্রেড A, B, D এবং E স্টিলের আঘাতের তাপমাত্রার উপর নির্ভর করে আলাদা করা হয়। সমস্ত গ্রেডের স্টিলের আঘাতের মান একই।
2. উচ্চ-তীব্রতা শেল কাঠামো ইস্পাত প্রাক গরম করার প্রয়োজনীয়তাঃ সমস্ত এএইচ, ডিএইচ, ইএইচ প্লেট বেধের জন্য 30 মিমি এর বেশি কোণ, বুট জয়েন্টগুলি ওয়েল্ডিংয়ের আগে 120 ~ 150 °C এ প্রাক গরম করা উচিত।
3. প্লেটের বেধ ≤ 30 মিমি হলে, পরিবেষ্টিত তাপমাত্রা 5 ডিগ্রি সেলসিয়াসের নিচে, 75 ডিগ্রি সেলসিয়াসে প্রিহিট করা হয়; পরিবেষ্টিত তাপমাত্রা 0 ডিগ্রি সেলসিয়াসের নিচে, 75 ~ 100 ডিগ্রি সেলসিয়াসে প্রিহিট করা হয়।
মাত্রা পরিসীমা
বেধের পরিসীমাঃ ৫ মিমি-১৫০ মিমি
প্রস্থ পরিসীমাঃ 1500 মিমি - 3900 মিমি
দৈর্ঘ্য পরিসীমাঃ 6 মি, 12 মি, রোলস
সারফেস ট্রিটমেন্ট
অ্যান্টি-রস্ট পেইন্টিং দিয়ে।
রাসায়নিক ও যান্ত্রিক প্রয়োজনীয়তা
C (কার্বন) ইস্পাতের একটি অপরিহার্য শক্তিশালীকরণ উপাদান, কিন্তু C-এর মাত্রা বৃদ্ধির ফলে ইস্পাতের নিম্ন তাপমাত্রার আঘাতের শক্ততা হ্রাস পায় এবং ইস্পাতের সোল্ডিং ক্ষমতা হ্রাস পায়।,ইস্পাতের মধ্যে C-এর মাত্রা নিয়ন্ত্রণ করা প্রয়োজন।
অ্যালুমিনিয়ামযুক্ত ইস্পাত উৎপাদনের অভিজ্ঞতা অনুযায়ী, ইস্পাতের অ্যালুমিনিয়ামের পরিমাণ এবং গলিত ইস্পাতের তরলতা নিশ্চিত করার জন্য,প্রাক-ডিঅক্সাইডেশনের পদ্ধতিটি শেষ পয়েন্টের কার্বন সামগ্রী কঠোরভাবে নিয়ন্ত্রণ করা এবং গলিত ইস্পাতের অক্সিডেশন নিয়ন্ত্রণের জন্য বড় প্যাকের খাদের মিশ্রণঅ্যালুমিনিয়াম যোগ করার উপায়।
স্টিলের গ্রেডের ভাল নিম্ন তাপমাত্রা প্রভাব দৃঢ়তা নিশ্চিত করার জন্য, 355MPa শ্রেণীর জাহাজ প্লেটটি কঠোর টাইপ II নিয়ন্ত্রিত রোলিং প্রক্রিয়া গ্রহণ করে।
বিভিন্ন গ্রেডের জন্য প্রক্রিয়াকরণ
গ্রেড A এবং B
গ্রেড এ এবং বি জাহাজ নির্মাণ ইস্পাত প্লেট সাধারণ শক্তি সাধারণ রোলিং মাধ্যমে প্রক্রিয়া এবং যান্ত্রিক বৈশিষ্ট্য প্রয়োজনীয়তা পূরণ করতে পারেন, তাই উৎপাদন প্রক্রিয়া অপেক্ষাকৃত সহজ.
গ্রেড ডি, ই (ডিএইচ৩২, ডিএইচ৩৬, ইএইচ৩২, ইএইচ৩৬)
গ্রেড ডি এবং ই সিরিজের (এএইচ৩২/৩৬, ডিএইচ৩২, ডিএইচ৩৬, ইএইচ৩২, ইএইচ৩৬ সহ) জাহাজ নির্মাণের ইস্পাত প্লেটগুলির জন্য ভাল নিম্ন তাপমাত্রা দৃ tough়তা এবং ভাল ওয়েল্ডিং পারফরম্যান্স প্রয়োজন।উৎপাদন উচ্চ-শক্তির জাহাজ নির্মাণ ইস্পাত প্লেট নিয়ন্ত্রিত রোলিং এবং নিয়ন্ত্রিত ঠান্ডা বা তাপ চিকিত্সা প্রক্রিয়ার মাধ্যমে আরো সম্পূর্ণ সরঞ্জাম সঙ্গে স্বাভাবিক করা প্রয়োজনএকই সময়ে, সরবরাহিত বিললেটগুলির অভ্যন্তরীণ ইস্পাত বিশুদ্ধতা উচ্চ হতে হবে, বিশেষত ইস্পাতের মধ্যে এস, পি, এন, 0 এবং এইচ এর সামগ্রী কঠোরভাবে নিয়ন্ত্রণ করা উচিত।
শক্ততা বাড়ানোর জন্য খাদ উপাদান যোগ করা হয়
উচ্চ-শক্তির জাহাজের প্লেটগুলির কর্মক্ষমতা নিশ্চিত করার জন্য, মাইক্রো-লিগিং প্রযুক্তি গ্রহণ করা হয়।নিয়ন্ত্রিত রোলিং প্রক্রিয়ার সাথে একত্রিত, শস্য পরিমার্জিত হয় এবং দৃঢ়তা উন্নত হয়।
জাহাজ নির্মাণের জন্য উন্নয়ন দিক
উচ্চ শক্তি, উচ্চ স্পেসিফিকেশন, জাহাজের বড় আকারের এবং নিরাপত্তা, এবং লেপ স্পেসিফিকেশন পরিবর্তন, সাধারণ এ-ক্লাস প্যানেলের চাহিদা ধীরে ধীরে হ্রাস পায়,এবং উচ্চ-শক্তি প্যানেলের চাহিদা বাড়ছেযা ৫ মিটার চওড়া বড় জাহাজে ঘনীভূত হয়। প্লেট, ২০০-৩০০ মিমি পুরু বিশেষ পুরু জাহাজ বোর্ড।


 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali