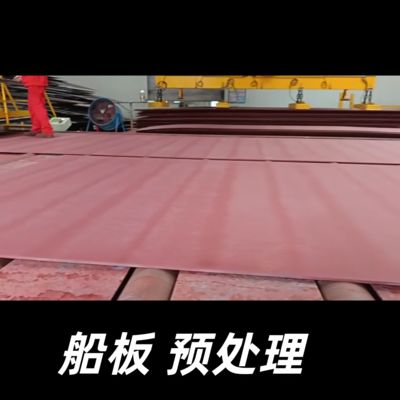
শিপ প্লেট ABS LR CCS ক্লাস AH36 সাইজ 2000 x 8000 মিমি পুরুত্ব 10 মিমি মেরিন ইঞ্জিনিয়ারিং
উপকরণ
কার্বন এবং খাদ ইস্পাত জাহাজ নির্মাণ ইস্পাত উপাদান, উচ্চ শক্তি, নিম্ন তাপমাত্রা এবং উচ্চ তাপ ইনপুট সোল্ডারিং সঙ্গে সামঞ্জস্যপূর্ণ।
বিভিন্ন দেশ থেকে জাহাজ নির্মাণের মান
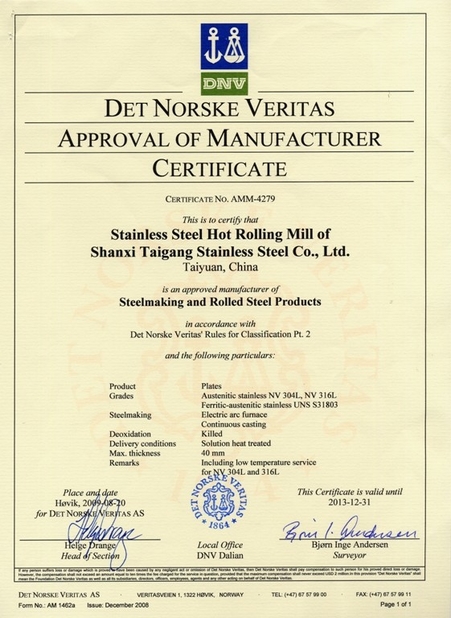
জাহাজ নির্মাণ ইস্পাত প্লেট বিভিন্ন দেশে শ্রেণীবিন্যাস সমিতি উত্পাদন পদ্ধতি অনুমোদনের অধীনে উত্পাদিত হয় অফশোর এবং সামুদ্রিক ইস্পাত বোঝায়।
- ABS (আমেরিকান ব্যুরো অফ শিপিং)
- BV (ব্যুরো ভেরিটাস)
- সিসিএস (চীন ক্লাসিফিকেশন সোসাইটি)
- DNV (Det Norske Veritas)
- GL (জার্মানিশার লয়েড)
- এইচআর (হেলেনিক রেজিস্টার অফ শিপিং)
- KR (কোরিয়ান রেজিস্টার অফ শিপিং)
- এলআর (লয়েডস রেজিস্টার অফ শিপিং)
- এনকে (নিপ্পন কাইজি কিয়োকাই)
- রিনা (রেজিস্ট্রো ইতালিয়ানো নাভালে)
- আরএস (ইন্ডিয়া রেজিস্টার অফ শিপিং)
গ্রেড: A, B, D, E, AH32/36/40, DH32/36/40, EH32/36/40
এর ফলন শক্তি অনুসারে, জাহাজ নির্মাণের প্লেটকে নিচের গ্রেডে ভাগ করা যায়:
- গ্রেড A ইস্পাত হল সাধারণ তাপমাত্রা (20 ° C) সাপেক্ষে প্রভাব বল।
- 0 °C এ গ্রেড বি ইস্পাত প্রভাব বল।
- -20 ডিগ্রি সেলসিয়াসে গ্রেড ডি ইস্পাত প্রভাব বল।
- -40 °C এ গ্রেড ই ইস্পাত প্রভাব বল।
- উচ্চ-শক্তি জাহাজ নির্মাণ ইস্পাত প্লেট আরও বিভক্ত করা যেতে পারে: AH32, DH32, EH32; AH36, DH36, EH36 এবং AH40, DH40, EH40।
1. সাধারণ গ্রেড A, B, D, এবং E স্টিলের প্রভাব তাপমাত্রা অনুযায়ী আলাদা করা হয়। ইস্পাতের সমস্ত গ্রেডের প্রভাবের মান একই।
2. উচ্চ-তীব্রতা হুল স্ট্রাকচার ইস্পাত প্রিহিটিং প্রয়োজনীয়তা: সমস্ত AH, DH, EH প্লেটের পুরুত্ব 30mm কোণের বেশি, বাট জয়েন্টগুলির জন্য, ঢালাইয়ের আগে 120 ~ 150 °C এ প্রিহিটিং করা উচিত।
3. প্লেটের পুরুত্বের জন্য ≤ 30mm, পরিবেষ্টিত তাপমাত্রা 5 ° C এর নিচে, 75 ° C-তে প্রিহিটেড করা হয়; পরিবেষ্টিত তাপমাত্রা 0 ° C এর নিচে, 75 ~ 100 ° C এ প্রিহিটেড।
মাত্রা পরিসীমা
বেধ পরিসীমা: 5 মিমি -150 মিমি
প্রস্থ পরিসীমা: 1500 মিমি - 3900 মিমি
দৈর্ঘ্য পরিসীমা: 6 মি, 12 মি, কয়েল
সারফেস ট্রিটমেন্ট
বিরোধী জং পেইন্টিং সঙ্গে.
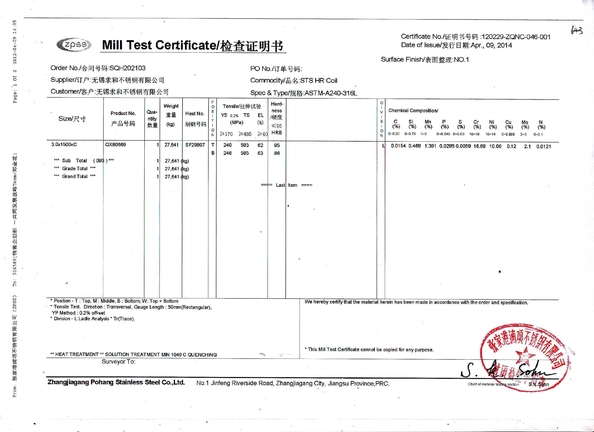
রাসায়নিক এবং যান্ত্রিক প্রয়োজনীয়তা
সি (কার্বন) হল ইস্পাতের একটি অপরিহার্য শক্তিশালীকরণ উপাদান, কিন্তু সি সামগ্রীর বৃদ্ধি ইস্পাতের নিম্ন-তাপমাত্রার প্রভাবের দৃঢ়তাকে হ্রাস করে এবং ইস্পাতের ওয়েল্ডেবিলিটির অবনতি ঘটায়। অতএব, ইস্পাতে সি কন্টেন্ট নিয়ন্ত্রণ করা প্রয়োজন।
অ্যালুমিনিয়াম-ধারণকারী ইস্পাত উত্পাদনের অভিজ্ঞতা অনুসারে, ইস্পাতে অ্যালুমিনিয়াম সামগ্রী এবং গলিত ইস্পাতের তরলতা নিশ্চিত করার জন্য, প্রি-ডিঅক্সিডেশন পদ্ধতিটি কঠোরভাবে শেষ বিন্দুর কার্বন সামগ্রী এবং গলিত ইস্পাতের অক্সিডেশন নিয়ন্ত্রণের জন্য বড়-প্যাক অ্যালোয়ের অ্যালোয়িং নিয়ন্ত্রণ করা হয়। অ্যালুমিনিয়াম যোগ করার উপায়।
ইস্পাত গ্রেডের ভাল নিম্ন তাপমাত্রার প্রভাবের বলিষ্ঠতা নিশ্চিত করার জন্য, 355MPa শ্রেণীর জাহাজ প্লেটের ঘূর্ণায়মান একটি কঠোর প্রকার II নিয়ন্ত্রিত ঘূর্ণায়মান প্রক্রিয়া গ্রহণ করে।
|
|
|
|
|
|
|
|
|
|
|
গড় প্রভাব শোষণ
workAkv/J
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
বিভিন্ন গ্রেডের জন্য প্রক্রিয়াকরণ
গ্রেড এ এবং বি
গ্রেড A এবং B শিপবিল্ডিং ইস্পাত প্লেটের সাধারণ শক্তি সাধারণ ঘূর্ণায়মান মাধ্যমে প্রক্রিয়া এবং যান্ত্রিক বৈশিষ্ট্যগুলির প্রয়োজনীয়তা পূরণ করতে পারে, তাই উত্পাদন প্রক্রিয়া তুলনামূলকভাবে সহজ।
গ্রেড D, E (DH32, DH36, EH 32, EH 36)
গ্রেড D এবং E সিরিজ (AH32/36, DH32, DH36, EH32, EH36 সহ) জাহাজ নির্মাণকারী স্টিল প্লেটগুলির জন্য ভাল নিম্ন তাপমাত্রার দৃঢ়তা এবং ভাল ঢালাই কর্মক্ষমতা প্রয়োজন। উৎপাদন উচ্চ-শক্তি শিপ বিল্ডিং ইস্পাত প্লেট নিয়ন্ত্রিত ঘূর্ণায়মান এবং নিয়ন্ত্রিত কুলিং বা আরও সম্পূর্ণ সরঞ্জাম সহ তাপ চিকিত্সা প্রক্রিয়ার মাধ্যমে স্বাভাবিক করা প্রয়োজন। একই সময়ে, সরবরাহ করা বিলেটগুলির অভ্যন্তরীণ ইস্পাত বিশুদ্ধতা উচ্চ হওয়া প্রয়োজন, বিশেষত স্টিলের মধ্যে S, P, N, 0 এবং H এর বিষয়বস্তু কঠোরভাবে নিয়ন্ত্রণ করা উচিত।
খাদ উপাদান দৃঢ়তা উন্নত যোগ করা হয়েছে
উচ্চ-শক্তির জাহাজ প্লেটের কার্যকারিতা নিশ্চিত করার জন্য, মাইক্রো-অ্যালোয়িং প্রযুক্তি গৃহীত হয়। নিয়ন্ত্রিত ঘূর্ণায়মান প্রক্রিয়ার সাথে মিলিত ইস্পাতে Nb, V, Ti এবং অন্যান্য সংকর উপাদান যোগ করে, শস্যটি পরিমার্জিত হয় এবং শক্ততা উন্নত হয়।
শিপ বিল্ডিং প্লেটের জন্য উন্নয়নের দিকনির্দেশ
উচ্চ শক্তি, উচ্চ স্পেসিফিকেশন, জাহাজের বৃহৎ-স্কেল এবং ইটি, এবং আবরণ স্পেসিফিকেশনের পরিবর্তনের সাথে, সাধারণ A-শ্রেণীর প্যানেলের চাহিদা ধীরে ধীরে হ্রাস পাচ্ছে এবং উচ্চ-শক্তির প্যানেলের চাহিদা বাড়ছে, যা 5 মিটার প্রশস্ত বড় জাহাজগুলিতে কেন্দ্রীভূত। প্লেট, 200-300 মিমি বেধ বিশেষ পুরু জাহাজ বোর্ড।

1. স্পেসিফিকেশন: বেধ - 6~700 মিমি; প্রস্থ-1500~4020mm; দৈর্ঘ্য-3000~18000mm
2. ডেলিভারি সময়: সাধারণত প্রায় 35 দিন
3. বাণিজ্য শর্তাবলী: FOB, CFR (CNF), CIF
4. MOQ: 1 শীট যদি স্টকে থাকে।
5. পেমেন্ট শর্তাবলী:
1) আমানত হিসাবে 30% T/T, ব্যালেন্স B/L কপির বিপরীতে
2) 100% অপরিবর্তনীয় L/C দৃষ্টিতে
3) আমানত হিসাবে 30% T/T, ভারসাম্য অপরিবর্তনীয় L/C এর বিপরীতে।
স্ট্যান্ডার্ড স্পেসিফিকেশন উচ্চ শক্তি, নিভে যাওয়া এবং টেম্পারড স্টিল প্লেটগুলিকে কভার করে, এটি 100 KSI ফলন শক্তির জন্য একটি স্পেসিফিকেশন, স্ট্রাকচারাল অ্যাপ্লিকেশনের জন্য তৈরি করা এবং টেম্পারড স্টিল এবং সাধারণত শিল্পে ইউনাইটেড স্টেটস স্টিল মিল নামকরণ T1® নামে পরিচিত, নির্মাতা নির্বিশেষে।
প্রতিটি গ্রেডের একটি অনন্য রাসায়নিক সংমিশ্রণ রয়েছে এবং এটি 1.25 ইঞ্চি থেকে 6 ইঞ্চি পর্যন্ত সর্বাধিক বেধের মধ্যে পৃথক হতে পারে, উপাদানের বেধ যান্ত্রিক বৈশিষ্ট্যগুলিকে প্রভাবিত করে। যেমন,
সাধারণ অ্যাপ্লিকেশন:
এই উপাদান কাঠামোগত অ্যাপ্লিকেশনের জন্য ব্যবহার করা হয়. অনেক ক্ষেত্রে, স্ট্রাকচারাল শব্দটি বিল্ডিংকে বোঝায়, তবে উপাদানটি ভারী সরঞ্জামের কাঠামোতে ওজন কমাতে এবং পেলোড ক্ষমতা উন্নত করতেও ব্যবহৃত হয়, যেমন রেলকার এবং তাদের উপাদান, বড় মাইনিং ট্রাক ফ্রেম, সেমিট্রেলার ফ্রেম এবং ক্রেন বুম বিভাগে।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali