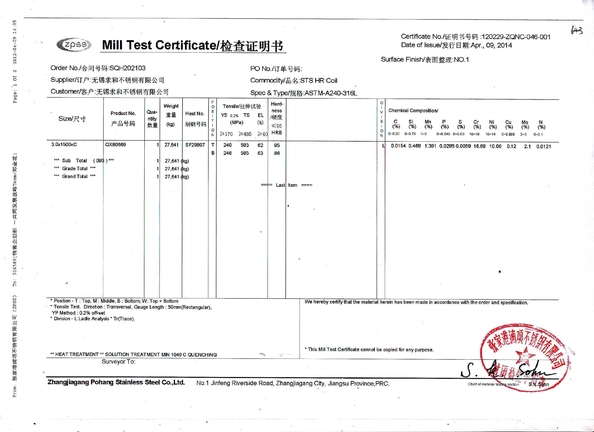
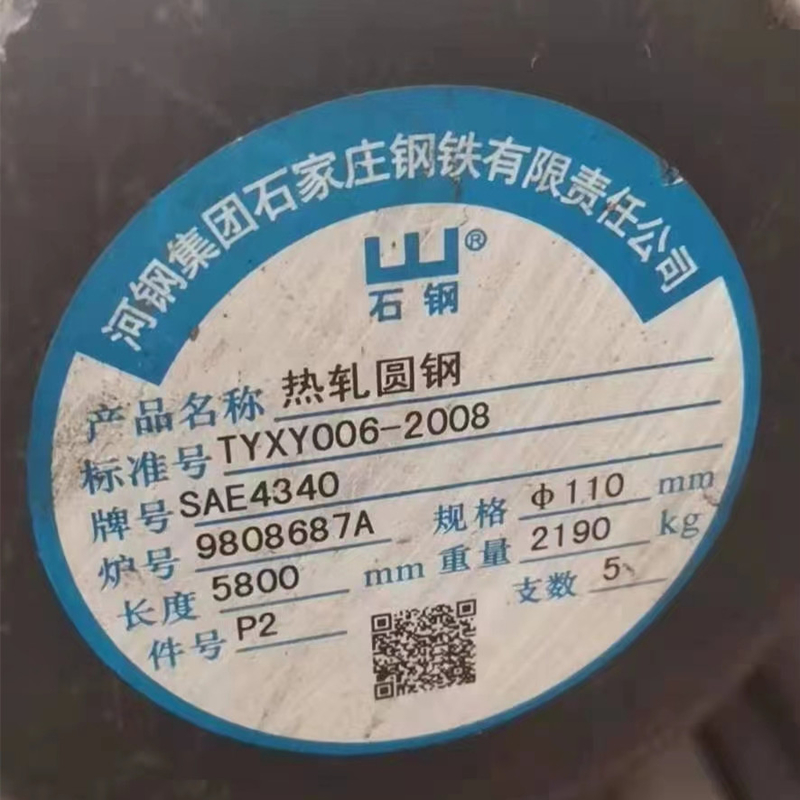
AISI / SAE 4340 অ্যালয় স্টিল
| রাসায়নিক বিশ্লেষণ |
| গ% |
কার্বন 0.38 – 0.43 |
| Mn% |
ম্যাঙ্গানিজ 0.6 - 0.8 সর্বাধিক |
| P% |
ফসফরাস 0.035 সর্বোচ্চ |
| S% |
সালফার 0.040 সর্বোচ্চ |
| Si% |
সিলিকন 0.15 - 0.3 |
| নি% |
নিকেল 1.65 – 2.0 |
| কোটি% |
ক্রোমিয়াম ০.৭ – ০.৯ |
| মো% |
মলিবডেনাম 0.2 - 0.3 |
অ্যালোয় ইস্পাত 4340 এর সাধারণ বৈশিষ্ট্য
4340 হল একটি নিকেল-ক্রোমিয়াম-মলিবডেনাম অ্যালয় ইস্পাত যা তার দৃঢ়তা এবং তাপ-চিকিত্সা অবস্থায় উচ্চ শক্তি অর্জনের ক্ষমতার জন্য পরিচিত।এটির খুব ভাল ক্লান্তি প্রতিরোধ ক্ষমতা রয়েছে।
এই খাদ, 4340, ভাল দৃঢ়তা বজায় রাখার সময় উচ্চ শক্তির স্তরে তাপ চিকিত্সা করা যেতে পারে, ভাল বায়ুমণ্ডলীয় জারা প্রতিরোধের, এবং শক্তির সাথে মিলিত প্রতিরোধ এবং ক্লান্তি শক্তির মাত্রা পরিধান করা যেতে পারে।
আবেদন
বাণিজ্যিক এবং সামরিক বিমান, স্বয়ংচালিত সিস্টেম, নকল হাইড্রোলিক এবং অন্যান্য মেশিন টুল অ্যাপ্লিকেশন, নকল ইস্পাত ক্র্যাঙ্কশ্যাফ্ট।
জোড়দার করা
ফোরজিং 2250 এবং 1800 º F (1230 এবং 980 º C।) এর মধ্যে করা উচিত।অংশগুলি ছাই বা বালি ইত্যাদিতে জাল করার পরে ধীরে ধীরে ঠান্ডা করা উচিত।
তাপ চিকিত্সা
ইস্পাতকে মেশিনের জন্য উপযুক্ত রেন্ডার করার জন্য এবং ইস্পাতের নির্দিষ্ট অ্যাপ্লিকেশনের জন্য নির্দিষ্ট যান্ত্রিক সম্পত্তির সীমা পূরণ করার জন্য ফরজিংয়ের পরে তাপ চিকিত্সা করা হয়।প্রদত্ত ইস্পাত অংশকে তাপ চিকিত্সা করার বিভিন্ন উপায় রয়েছে এবং এটি শুধুমাত্র অনুশীলনের মাধ্যমেই সর্বোত্তম তাপমাত্রা এবং শর্তগুলি সংজ্ঞায়িত করা যেতে পারে।নিম্নলিখিত তথ্য শুধুমাত্র একটি গাইড হিসাবে নেওয়া উচিত.
ANNEALING
যন্ত্রের জন্য নির্দিষ্ট অংশে একটি মুক্তাযুক্ত কাঠামো পেতে, 4340 কে নামমাত্র তাপমাত্রায় 1525 º F (830 º C,) 1350 º F (730 º C) এবং চুল্লি ঠান্ডা করে 1130 º F (610 º C) তাপমাত্রায় অ্যানিল করা উচিত ) প্রতি ঘন্টায় 20 º F (11 º C) হারে, তারপর বায়ু শীতল।সম্পূর্ণ অ্যানিলিং নামে পরিচিত এই প্রক্রিয়াটি খুবই সময়সাপেক্ষ কারণ এতে সম্পূর্ণ তাপমাত্রার পরিসরে অস্টিনিটাইজিং তাপমাত্রা থেকে শুরু করে এমন একটি তাপমাত্রা পর্যন্ত ধীর শীতল হওয়া জড়িত যেখানে রূপান্তর সম্পূর্ণ হয়।
4340 গ্রেডে একটি গোলকীয় কাঠামো পেতে 1380 º F (750 º C,) চুল্লিকে 1300 º F (705 º C) এবং তারপর 5 º F (3) হারে 1050 º F (565 º C) তে ঠাণ্ডা করতে হয় º সি) প্রতি ঘন্টা।এই কাঠামোটি সম্ভবত সম্পূর্ণ অ্যানিল প্রক্রিয়ার দ্বারা প্রাপ্ত মোটা ল্যামেলার পার্লাইট কাঠামোর চেয়ে আরও ভাল যন্ত্রের ফলাফল দেবে।
স্বাভাবিককরণ
এই প্রক্রিয়াটিকে ফেরাইট থেকে অস্টিনাইট ট্রান্সফরমেশন তাপমাত্রার উপরে একটি ইস্পাতকে গরম করা, তারপর এই রূপান্তর তাপমাত্রার নীচের তাপমাত্রায় বাতাসে ঠান্ডা করা হিসাবে সংজ্ঞায়িত করা হয়।চূড়ান্ত তাপ চিকিত্সার আগে কন্ডিশনার চিকিত্সা হিসাবে নকল পণ্যগুলিতে চিকিত্সা করা যেতে পারে।সাধারণীকরণ ফোরজিংসের কাঠামোকে পরিমার্জিত করতেও কাজ করে যেগুলি তাদের ফোরজিং অপারেশন থেকে অ-সামান্যভাবে ঠান্ডা হতে পারে।4340 গ্রেডের জন্য নামমাত্র স্বাভাবিককরণের তাপমাত্রা হল 1500 º F (815 º C,) কিন্তু উৎপাদন অভিজ্ঞতার জন্য এই তাপমাত্রার উপরে বা নীচে 50 º F (10 º C) তাপমাত্রার প্রয়োজন হতে পারে।.একটি অঙ্গুষ্ঠের নিয়ম হিসাবে, যখন ফোরজিংসকে স্বাভাবিক করা হয়, বলুন, কার্বারাইজিং বা শক্ত করা এবং টেম্পারিং, তাপমাত্রা স্বাভাবিক করার উপরের পরিসর ব্যবহার করা হয়।যখন স্বাভাবিককরণ চূড়ান্ত তাপ চিকিত্সা হয়, নিম্ন তাপমাত্রা পরিসীমা ব্যবহার করা হয়।
শক্ত করা
এই তাপ চিকিত্সার ফলে নিভানোর পরে মার্টেনসাইট তৈরি হয়, যার ফলে কঠোরতা এবং প্রসার্য শক্তি বৃদ্ধি পায়।1500 - 1550 º F (815 - 845 º C) তাপমাত্রার পরিসর হল 4340 গ্রেডের সরাসরি শক্ত হওয়ার জন্য স্বাভাবিক অস্টিনিটাইজিং তাপমাত্রা।তেল নিভানোর পদ্ধতি সাধারণত 4340-এর জন্য ব্যবহৃত হয় কারণ খাদটির কঠোরতা এই নিভানোর পদ্ধতির জন্য উপযুক্ত।
টেম্পারিং
টেম্পারিং করা হয় শক্ত হয়ে যাওয়ার প্রক্রিয়া থেকে চাপ দূর করার জন্য, কিন্তু প্রাথমিকভাবে চূড়ান্ত প্রয়োগের জন্য প্রয়োজনীয় যান্ত্রিক বৈশিষ্ট্য প্রাপ্ত করার জন্য।প্রকৃত টেম্পারিং তাপমাত্রা প্রয়োজনীয় বৈশিষ্ট্যগুলি পূরণ করার জন্য বেছে নেওয়া হবে এবং অনেক ক্ষেত্রে এটি পরীক্ষা এবং ত্রুটির বিষয় হবে।
এই গ্রেড 4340 নাইট্রাইডিং বা শিখা বা ইন্ডাকশন হার্ডনিং দ্বারাও শক্ত হতে পারে।
যন্ত্রপাতি
এই গ্রেডটি সহজেই মেশিনযোগ্য, হয় একটি মোটা লেমেলার মুক্তারলিটিক কাঠামো বা একটি গোলকীয় কাঠামোর সাথে সর্বোত্তম পরামর্শ দেওয়া হয়, বিভাগের আকার এবং জটিলতা এবং যন্ত্রের পরিমাণের উপর নির্ভর করে।যদি অন্য কোন কাঠামোর উপযুক্ততা সম্পর্কে সন্দেহ থাকে, তাহলে তাপ চিকিত্সার জন্য একটি গোলকীয় কাঠামোর লক্ষ্য করা উচিত।
ঢালাই
এই গ্রেডটি সহজেই অ্যানিলেড অবস্থায় ঢালাই করা হয়, তবে যান্ত্রিক বৈশিষ্ট্যের উপর প্রভাবের কারণে যেখানে সম্ভব শক্ত এবং টেম্পারড অবস্থায় ঢালাই করা এড়ানো উচিত।নাইট্রাইডেড বা শিখা বা আনয়ন শক্ত অবস্থায় ঢালাই করার পরামর্শ দেওয়া হয় না।


 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali