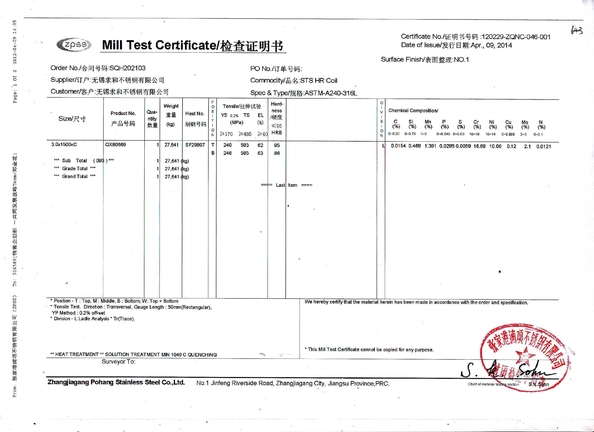
| রাসায়নিক রচনা |
| ন্যূনতম। % | সর্বোচ্চ% |
| কারবন | 0.12 | 0.20 |
| সিলিকোন | 0 | 1.00 |
| ম্যাঙ্গানীজ্ | 0 | 1.00 |
| নিকেল করা | 1.25 | 3.00 |
| ক্রৌমিয়াম | 15.00 | 18.00 |
| ফসফরাস | 0 | 0.04 |
| গন্ধক | 0 | 0.03 |
* কার্বন পরিসীমা উল্লেখযোগ্যভাবে পরিবর্তিত হতে পারে
* নিকেল অতিরিক্ত ঐচ্ছিক |
| Annealed এবং তাপ ব্যবহার উপাদান জন্য যান্ত্রিক সম্পত্তি প্রয়োজনীয়তা - AS2837 যাও অবস্থা টি - 1986 431 এবং BS970 Part3 1991 431 S29 |
| শর্ত | annealed | * টি |
| প্রসার্য স্ট্রেংথ এমপিএ | ন্যূনতম | | 850 |
| ম্যাক্স | | 1000 |
| 0.2% ফলন শক্তি এমপিএ | ন্যূনতম | | 635 |
| 5.65 √ এস নেভিগেশন প্রতান 0 % | ন্যূনতম | | 11 |
| Izod ইমপ্যাক্ট Valua জে মিমি | ন্যূনতম | | 63 34
63 20 |
| কঠোরতা এইচবি | ন্যূনতম | | 248 |
| ম্যাক্স | 277 | 302 |
* বস্তুটি সাধারণত T.
বিশেষ দ্রষ্টব্য। শেষ ব্যবহারের জন্য সমালোচনামূলক কল সার্টিফিকেট চেক করুন। |
| রঙ্গীন তাপমাত্রায় বৈশিষ্টসূচক যান্ত্রিক বৈশিষ্ট্যাবলী - * কঠোর পরিশ্রম এবং স্থির অবস্থা T |
| প্রসার্য স্ট্রেংথ এমপিএ | 940 |
| 0.2% ফলন শক্তি এমপিএ | 750 |
| 50mm% মধ্যে প্রতান | 19 |
| ইমপ্যাক্ট ইজোদ জে | 65 |
| কঠোরতা | হাফ বোর্ড | 280 |
| rc | 30 |
| * আদর্শ কঠোরভবন তাপমাত্রা | 980 ডি সি - 10২0 ডি সি |
| * সাধারণ তাপমাত্রা তাপমাত্রা | 640 ও সি - 660 ডি সি |
| 590 ও সি - 610 ও সি |
| সাধারণ মেকানিক্যাল বৈশিষ্ট্যাবলী রুম তাপমাত্রা - 980 ও সি এ তেল দমন করে এবং ইন্ডিকেটেড হিসাবে পোক্ত |
| তাপমাত্রা ওজন | 250 | 370 | 480 | 590 | 650 | | |
| প্রসার্য স্ট্রেংট এমপিএ | 1370 | 1390 | 1410 | 980 | 920 | | |
| 0.2% ফলন শক্তি এমপিএ | 1030 | 1130 | 1200 | 790 | 690 | | |
| 50mm% মধ্যে প্রতান | 16 | 16 | 16 | 19 | 20 | | |
| ইমপ্যাক্ট চরপি জে | 54 | * 34 | * 16 | 65 | 70 | | |
| কঠোরতা | হাফ বোর্ড | 410 | 420 | 425 | 295 | 270 | | |
| rc | 44 | 45 | 46 | 32 | 29 | | |
উচ্চ প্রসার্য শক্তি এবং সামান্য কম প্রভাব বৈশিষ্ট্য সঙ্গে উচ্চ ফলন শক্তি 370 o সি নীচে যখন পোক্ত
বিভাগের আকার 30mm
* প্রভাব বৈশিষ্ট্য ড্রপ ড্রপ পরিসীমা 370 O সি - 565 O সি মধ্যে তরমুজ এড়ানো উচিত। |
| এলিভেটেড তাপমাত্রা বিশিষ্টতা |
| 431 700 ডি সি অব্যাহত পরিষেবাতে স্কেলিংয়ের জন্য ভাল প্রতিরোধের প্রদর্শন করে। তবে এই উচ্চতর কাজের তাপমাত্রায় তেনসিল শক্তি এবং কঠোরতা একটি উল্লেখযোগ্য ড্রপ ফলে, নমনীয়তার পরবর্তী বৃদ্ধি সঙ্গে। |
| এলিভেটেড তাপমাত্রায় বৈশিষ্টসূচক যান্ত্রিক বৈশিষ্ট্যাবলী, 1010 ও সি এ কঠোর এবং 30 ডি সি এ Tempered কাজের তাপমাত্রা উপরে |
| তাপমাত্রা ওজন | 510 | 570 | 620 |
| কাজ তাপমাত্রা সি সি | 480 | 540 | 590 |
| প্রসার্য স্ট্রেংট এমপিএ | 1350 | 720 | 435 |
| 50mm% মধ্যে প্রতান | 15 | 20 | 26 |
| পরীক্ষার পর রুম তাপমাত্রা তীব্রতা | হাফ বোর্ড | 440 | 330 | 280 |
| rc | 47 | 37 | 30 |
| বিশেষ দ্রষ্টব্য। এই উচ্চ কাজের তাপমাত্রায় কৃপণ এবং চাপ ভাঙ্গন শক্তি এছাড়াও উল্লেখযোগ্যভাবে কমে যায় |
| নিম্ন তাপমাত্রা বিশিষ্টতা |
| 431 টি এস্টাইনিটিক ইস্পাত প্রকারের তুলনায় অন্যতম স্টিলের সাথে সামঞ্জস্যপূর্ণ প্রভাব বৈশিষ্ট্যগুলির একটি উল্লেখযোগ্য ড্রপের কারণে উপ-জুনের তাপমাত্রায় ব্যবহারের জন্য সুপারিশ করা হয় না। |
| কোল্ড নমন |
| কঠিনীভূত এবং স্বল্প হিসাবে সরবরাহিত শর্ত উচ্চ ফলন শক্তি কারণে অত্যন্ত কঠিন হবে এবং সাধারণভাবে সুপারিশ করা হয় না। |
| হট নমন |
| সরবরাহকৃত শর্ত হিসাবে কঠিনীভূত এবং সামঞ্জস্যপূর্ণ তাপমাত্রার জোনটির মধ্যে যান্ত্রিক বৈশিষ্ট্যগুলির উপর প্রভাবের কারণে এটি সুপারিশ করা হয় না। |
| জারা প্রতিরোধের |
431-এর সমস্ত মার্টিন্সাইটিক স্টেইনলেস স্টিলের সর্বোচ্চ জারা প্রতিরোধক রয়েছে এবং এটিস্টেনিটিক স্টেইনলেস স্টিলের মতো উচ্চতর না হলেও এটি 301 এবং 30২ গ্রেড। এনবি এর অনুরূপ কিছু ক্ষতিকর পরিবেশে রয়েছে। কঠিনীভূত এবং মানসিক অবস্থা সব পরিবেশে সর্বোত্তম জারা প্রতিরোধের, এবং তাই annealed অবস্থায় ব্যবহারের জন্য সুপারিশ করা হয় না। এটি সবচেয়ে গুরুত্বপূর্ণ যে অক্সিজেন সর্বদা সমস্ত স্টেইনলেস স্টীল পৃষ্ঠতল উপর অবাধে সঞ্চালন একটি ক্রোম অক্সাইড ফিল্ম সবসময় এটি রক্ষা করতে উপস্থিত হয় তা নিশ্চিত করার জন্য অনুমতি দেওয়া হয়। যদি এই না হয়, rusting অন্য ধরনের অ স্টেইনলেস স্টীল সঙ্গে ঘটবে। সর্বোত্তম জারা প্রতিরোধের পৃষ্ঠতল স্কেল এবং বিদেশী কণা মুক্ত হতে হবে।
সমাপ্ত অংশ পাস করা উচিত। |
| forging |
| 1150 ও সি -২00 ডি সি-তে উষ্ণভাবে উষ্ণ তাপমাত্রা, পুরো বিভাগে তাপমাত্রা এককভাবে ধরে রাখুন। ঠাণ্ডা করবেন না কিন্তু অবিলম্বে forging শুরু করবেন না। এই হিসাবে শক্তিশালি এবং নমনীয়তা একটি হ্রাস হবে কারণ overheat না। নীচের ফরজ করবেন না 900 সিফিনযুক্ত পজিশনগুলি ধীরে ধীরে শুকনো মৌসুমে অথবা কক্ষের তাপে তাপমাত্রা এবং সাব-সমালোচনামূলক annealed হিসাবে শীতল করা উচিত |
| তাপ চিকিত্সা |
| সাব-ক্রিটিক্যাল এনিলেলিং |
6২0 ও সি -660 ডিগ্রি তাপমাত্রা তাপমাত্রা সারাংশ ধরে তাপমাত্রা পর্যন্ত হয়।
* প্রয়োজনীয় হিসাবে শুকিয়ে - প্রস্তাবিত সময় 6 থেকে 12 ঘন্টা কিন্তু আরো হতে পারে, বায়ু শান্ত। |
| পোড়ানো |
উষ্ণতা 950 ডি সি - 10২0 ডি সি, পুরো বিভাগে তাপমাত্রা এককভাবে ধরে রাখুন। * প্রয়োজন হিসাবে খাওয়া
তেল বা বায়ু শীতল মধ্যে Quench নীরব: 1020 এর উপরে থেকে শক্তির দ্বারা শ্রেষ্ঠ প্রভাব বৈশিষ্ট্য পাওয়া যায়। সর্বোত্তম জারণ প্রতিরোধের সাথে যান্ত্রিক বৈশিষ্ট্য 980 ডি সি থেকে শক্ত করে এবং 590 ডিগ্রি উপরে সিদ্ধ করে। |
| শক্ত |
| উষ্ণতা 950 ডি সি - 10২0 ডি সি, পুরো বিভাগে তাপমাত্রা এককভাবে ধরে রাখুন। * প্রয়োজনীয় হিসাবে শুকিয়ে। তেল বা বায়ু শীতল মধ্যে স্ফীত। অবিলম্বে তৃপ্ত যখন এখনও গরম গরম দ্রষ্টব্য: 1020 ও C-1060 O থেকে কঠোরতা চূড়ান্ত জারা প্রতিরোধের দেবে, তবে প্রায় 980 ডি সি থেকে শক্তভাবে জারা প্রতিরোধের এবং যান্ত্রিক বৈশিষ্ট্যের সর্বোত্তম সংমিশ্রণ দেবে। |
| Nitriding |
| নাইট্র্রাইডিংয়ের আগে, ক্রোম অক্সাইড চলচ্চিত্র যা পৃষ্ঠকে রক্ষা করে, সেটি পলিং বা সূক্ষ্ম বালি বিস্ফোরণ দ্বারা বিভক্ত করা উচিত। এনট্র্রাইডিং 500 o C-550 o সি এ সঞ্চালিত হয় এবং ধুলো শীতলকরণ (কোন quench না) দ্বারা বিকৃতির সমস্যা হ্রাস করা হয়। অংশ তাই চূড়ান্ত আকারে machined হতে পারে, একটি নাকাল সহনশীলতা শুধুমাত্র রেখে সর্বদা নিশ্চিত করুন যে প্রচলিত তাপ চিকিত্সা সময় নিযুক্ত তাপমাত্রা nitriding তাপমাত্রার তুলনায় বেশী ছিল না অন্যথায় মূল শক্তি প্রভাবিত হবে। |
| তাপমাত্রা (শর্ত টি) |
| উষ্ণতা 590 ডি সি -680 ডি সি-এর হিসাবে যতটা প্রয়োজন তাপ ধরে রাখতে হয় পুরো বিভাগের মধ্যে, প্রয়োজনীয় হিসাবে শুকিয়ে, বায়ুতে শীতল। |
| একটি ডাবল টেম্পারিং চিকিত্সা, নিম্নলিখিত হিসাবে সর্বোত্তম বলিষ্ঠতা জন্য সুপারিশ করা হয়। |
তাপ 640 O সি - 680 o C. * হিসাবে শুকনো, বাতাসে শীতল।
অনুসরণ করে:
590 ও সি -610 ও সি * তাপকে গরম করুন। শীতকালে শীতল হওয়া প্রয়োজন। শুকিয়ে দিন। 431 নিম্নতর তাপমাত্রার তাপমাত্রায় নিম্নতর প্রভাব বৈশিষ্ট্যগুলির সাথে উচ্চতর প্রসার্য শক্তি উৎপাদন করে। বিশেষ দ্রষ্টব্য। তাপমাত্রার তাপমাত্রা, তাপমাত্রা, কুলিং এবং দ্রবীভূত সময়গুলির তাপমাত্রা পরিবর্তিত হতে পারে কারণ তাপমাত্রার মধ্যে তাপমাত্রা 370 ডি সি 565 ডি সিদ্ধ হওয়া উচিত, কারণ গ্রীষ্মে বিশৃঙ্খলতার কারণে এড়ানো যায়। যেমন কাজের টুকরা আকার / আকৃতি, এছাড়াও চুল্লি টাইপ নিযুক্ত, quenching মাধ্যম এবং কাজের অংশ স্থানান্তর সুবিধা ইত্যাদি হিসাবে ভাল কারণ। ভাল ফলাফল জন্য আপনার তাপ চিকিত্সা পরামর্শ। |
| যন্ত্র |
| 431 টি মেশিন সরবরাহকৃত শর্ত হিসাবে কঠিনীভূত এবং সামঞ্জস্যপূর্ণ এবং যথোপযুক্তভাবে মেশিনে পরিণত হয় যেমন বাঁক ও ড্রিলিং ইত্যাদি। এটি সন্তোষজনকভাবে সম্পন্ন করা সম্ভব। এটি 300 সিরিজ austenitic স্টেইনলেস steels হিসাবে একই পরিমাণ কঠোর কাজ করে না, কিন্তু 4180 ইত্যাদি হিসাবে নিম্ন খাদ উচ্চ প্রসার্য স্টিলের সাথে এই সম্পর্ক আরো অনুরূপ। তাই তার উচ্চ প্রসার্য বৈশিষ্ট্য জন্য অনুমোদন, সব মেশিন সম্পন্ন করা উচিত যথোপযুক্ত যন্ত্রের ধরন, ফিড এবং গতির জন্য মেশিন নির্মাতাদের সুপারিশ অনুযায়ী। |
| ঢালাই |
| 431 সাধারণত বোঁচকা মার্সেইসাইট গঠনের দিকে পরিচালিত হতে পারে, যার ফলে তার বায়ু দৃঢ়তা ক্ষমতা কারণে annealed বা কঠিনীভূত এবং tempered অবস্থায়, ঢালাই জন্য সাধারণত বাঞ্ছনীয় নয়, সংক্রমণের কারণে ঠান্ডা ক্র্যাকিং ফলে জোড় এবং তাপ প্রভাবিত অঞ্চল মধ্যে জোরদার ফলে। উচ্চতর কার্বন সামগ্রী উচ্চতর শক্তির ক্ষমতা এবং ক্র্যাকিংয়ের ঝুঁকি বাড়িয়ে দেয়। ঢালাইয়ের সময় গরম গরম এবং পরস্পরের তাপমাত্রা নিয়ন্ত্রণের পাশাপাশি বেশ ধীর কুলিং এবং পোস্ট-জাল এনিলিং হচ্ছে ক্র্যাকিং প্রতিরোধ করার সর্বোত্তম পদ্ধতি। ঢালাই প্রয়োজনীয় যদি নিম্নলিখিত ঢালাই পদ্ধতি এবং পোস্ট-ওয়েড তাপ চিকিত্সা একটি গাইড হিসাবে গ্রহণ করা যেতে পারে। |
| ঢালাই পদ্ধতি |
| ঢালাইয়ের ইলেকট্রোড অথবা রড কম হাইড্রোজেনের 410 বা * একই রকম হওয়া উচিত যখন ভালো শক্তি অন্যথায় প্রয়োজন হলে একটি অস্টিনিয়িক স্টেইনলেস ইলেকট্রোড বা 308 বা * অনুরূপ রড ব্যবহার করা যেতে পারে যার ফলে আরও বেশি নমনীয় জোড়ের সৃষ্টি হতে পারে যখন শক্তি এত জটিল নয় এবং পোস্ট-জাল এনিলিং সম্ভব নয় বা ইচ্ছাকৃত। 200 o C-300oC তে তাপমাত্রা এবং 200 o সি সর্বনিম্ন তাপমাত্রার তাপমাত্রা বজায় রাখা ঢালাইয়ের সমাপ্তিটি যতটা সম্ভব ধীরে ধীরে ঠান্ডা হতে পারে যতক্ষণ না হাত উষ্ণ হতে পারে: 6২0 সি সি -660 ডি সি এ পোস্ট-ওয়েড সাব-সমালোচনামূলক এনিল, এবং বায়ুতে শীতল। * আপনার ঢালাইয়ের কন্টেইনারবল সরবরাহকারীর সাথে যোগাযোগ করুন। |

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali