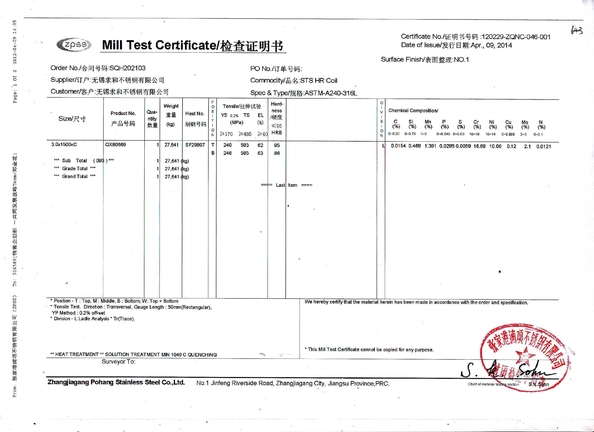
36Crnimo4 সমতুল্য SAE4340 জিবি 40CrNiMoA এন 10250-3 সমতুল্য JIS SNCM439 ইস্পাত DIN 1.6511 অ্যালো স্টিল বার
1. সাপ্লাই ফর্ম এবং আকার এবং সহনশীলতা
| সরবরাহ ফর্ম |
আকার (মিমি) |
প্রক্রিয়া |
সহনশীলতা |
গোল |
.6-Φ100 |
কোল্ড ড্র |
উজ্জ্বল কালো |
সেরা এইচ 11 |
Φ16-50350 |
হট ঘূর্ণিত |
কালো |
-0 / + 1 মিমি |
| খোসা / মাটি |
সেরা এইচ 11 |
.90-Φ1000 |
হট নকল |
কালো |
-0 / + 5 মিমি |
| রুক্ষ পরিণত |
-0 / + 3 মিমি |
ফ্ল্যাট / স্কয়ার / ব্লক |
বেধ: 120-800 |
হট নকল |
কালো |
-0 / + 8 মিমি |
| প্রস্থ: 120-1500 |
রুক্ষ মেশিন |
-0 / + 3 মিমি |
মন্তব্য: সহনশীলতা অনুরোধ অনুযায়ী কাস্টমাইজ করা যেতে পারে
2. রাসায়নিক সংমিশ্রণ
| স্ট্যান্ডার্ড |
শ্রেণী |
গ |
সি |
এমএন |
পি |
এস |
Cr |
নি |
মো |
| এএসটিএম এ 29 |
4340 |
0.38-0.43 |
0.15-0.35 |
0.6-0.8 |
≤ 0.035 |
≤ 0.04 |
0.7-0.9 |
1.65-2.0 |
0.2-0.3 |
EN10250 |
36CrNiMo4 |
0.32-0.4 |
≤ 0.4 |
0.5-0.8 |
≤ 0.035 |
≤ 0.035 |
0.9-1.2 |
0.90-1.2 |
0.15-0.3 |
| 1.6511 |
বিএস 970 |
EN24 |
0.36-0.44 |
0.1-0.4 |
0.45-0.7 |
≤ 0.035 |
≤ 0.04 |
1.0-1.4 |
1.3-1.7 |
0.2-0.35 |
| 817M40 |
| JIS G4103 |
এসএনসিএম 439 |
0.36-0.43 |
0.15-0.35 |
0.6-0.9 |
≤ 0.03 |
≤ 0.03 |
0.6-1.0 |
1.6-2.0 |
0.15-0.3 |
| জিবি 3077 |
40CrNiMoA |
0.37-0.44 |
0.17-0.37 |
0.5-0.8 |
≤ 0.025 |
≤ 0.025 |
0.6-0.9 |
1.25-1.65 |
0.15-0.25 |
3. ফিজিকাল সম্পত্তি
| ঘনত্ব জি / সেমি 3 |
7.85 |
| গলনাঙ্ক ° সে |
1427 |
| পয়সন এর অনুপাত |
0.27-0.30 |
| মেশিনিবিলিটি (এআইএসআই 1212 হিসাবে 100% মেশিনেবলি) |
50% |
| তাপীয় প্রসারণ সহ-দক্ষ µm / m ° C |
12.5 |
| তাপ পরিবাহিতা ডাব্লু / (এমকে) |
44.5 |
| স্থিতিস্থাপকতা 10 ^ 3 এন / মিমি ^ 2 এর মডুলাস |
210 |
| বৈদ্যুতিক প্রতিরোধ ক্ষমতা ওহম.এমএম 2 / মি |
0.19 |
| নির্দিষ্ট তাপ ক্ষমতা জে / (কেজি.কে) |
460 |
স্থিতিস্থাপকতা 10 ^ 3 এন / মিমি 2 এর মডুলাস |
100 ℃ |
200 ℃ |
300 ℃ |
400 ℃ |
500 ℃ |
| 205 |
195 |
185 |
175 |
165 |
তাপীয় প্রসারণ 10 ^ 6 মি / (এমকে) |
100 ℃ |
200 ℃ |
300 ℃ |
400 ℃ |
500 ℃ |
| 11.1 |
12.1 |
12.9 |
13.5 |
13.9 |
4. যান্ত্রিক সম্পত্তি
| যান্ত্রিক অবস্থা |
টি |
উ |
ভি |
ডাব্লু |
এক্স |
ওয়াই |
জেড |
| বিধি বিভাগ (মিমি) |
150 |
100 |
63 |
30 |
30 |
30 |
30 |
| টেনসাইল স্ট্রেন্থ এমপিএ |
850-1000 |
930-1080 |
1000-1150 |
1080-1230 |
1150-1300 |
1230-1380 |
> 1550 |
| ফলন শক্তি, এমপিএ |
65665 |
40740 |
35835 |
25925 |
≥1005 |
801080 |
121125 |
| দীর্ঘায়িত% |
≥13 |
≥12 |
≥12 |
≥11 |
≥10 |
≥10 |
≥5 |
| ইজোদ ইমপ্যাক্ট জে |
≥54 |
≥47 |
≥47 |
.41 |
≥34 |
≥24 |
≥10 |
| চার্পি ইমপ্যাক্ট জে |
.50 |
≥42 |
≥42 |
.35 |
≥28 |
≥20 |
≥9 |
| ব্রিনেল কঠোরতা এইচবি |
248-302 |
269-331 |
293-352 |
311-375 |
341-401 |
363-429 |
> 444 |
উচ্চ তাপমাত্রা শক্তি
| নিবারণ ও মেজাজের জন্য ভারী ক্ষমা |
ব্যাস মিমি |
ফলন শক্তি এমপিএ |
| 20 ℃ |
100 ℃ |
200 ℃ |
250 ℃ |
300 ℃ |
350 ℃ |
400 ℃ |
| 50250 |
590 |
549 |
510 |
481 |
441 |
412 |
371 |
| 250-500 |
540 |
505 |
471 |
451 |
412 |
383 |
353 |
| 500-750 |
490 |
466 |
441 |
422 |
392 |
363 |
343 |
6.ফোরজিং
ফোরজিং তাপমাত্রা 1150 ℃ -1200 between এর মধ্যে বাহিত হওয়া উচিত, ফোরজিং-শেষের তাপমাত্রা কম, দানা শস্যের আকার কম। স্টিলের জন্য ভাল সময়টি ভালভাবে উত্তোলন করার জন্য উপযুক্ত সময় রাখুন, তবে ন্যূনতম ফোর্জিং তাপমাত্রা 850 এর চেয়ে কম পরিমাণে তৈরি করবেন না । সি।এআইএসআই 4340 এর ভাল জাল বৈশিষ্ট্য রয়েছে, তবে জাল হওয়ার পরে যখন সঠিকভাবে অনুপযুক্ত কুলিংয়ের উপায় হয় তখন সহজেই ক্র্যাক হয়, তাই স্থির বাতাসে বা নকল হওয়ার পরে এটি যতটা সম্ভব ধীরে ধীরে ঠান্ডা করা উচিত।
7.নির্মালাইজিং
জালিয়াতির পরে অ-অভিন্নভাবে ঠান্ডা হয়ে থাকতে পারে এবং চূড়ান্ত তাপ চিকিত্সার আগে একটি কন্ডিশনার চিকিত্সা হিসাবে বিবেচিত হতে পারে এমন ভুলের কাঠামো পরিমার্জনে সাধারণকরণ ব্যবহৃত হয় A এআইএসআই 4340 ইস্পাতের তাপমাত্রা 850 ℃ -880 between এর মধ্যে বাহিত হওয়া উচিত ℃অ্যাসটেনাইট রূপান্তরকরণের জন্য ফেরাইটটি সম্পূর্ণরূপে উত্তপ্ত করার জন্য ইস্পাতকে উপযুক্ত সময় ধরে রাখুন still এখনও বাতাসে শীতল করুন।
8.অনিলিং
মেশিনের আগে এআইএসআই 4340 এর জন্য সম্পূর্ণ অ্যানিলিংয়ের পরামর্শ দেওয়া হয়, এআইএসআই 4340 আমাদের 830 ℃ -850 nom নামমাত্র তাপমাত্রায় নিয়ে যেতে হবে, ইস্পাতটি ভালভাবে গরম করার জন্য উপযুক্ত সময় ধরে রাখা উচিত, তারপরে 11 ace হারে চুল্লি শীতলকরণ 610 to হতে হবে প্রতি ঘন্টা, শেষ পর্যন্ত এয়ার কুলিং।
9. কঠোরতা
এই তাপ চিকিত্সা নিভে যাওয়ার পরে মার্টেনসাইট কাঠামো অর্জন করবে এটি পৃষ্ঠের কঠোরতা এবং শক্তি বাড়িয়ে দেবে A এএসআই 4340 830 8 -865 between এর মধ্যে চালানো উচিত, ইস্পাতটি পুরোপুরি উত্তপ্ত হওয়ার জন্য উপযুক্ত সময় ধরে রাখুন, প্রতি 10-15 মিনিট ভিজিয়ে রাখুন 25 মিমি বিভাগ, তেল নিভিয়ে দেওয়া বাঞ্ছনীয় e
10. টেম্পারিং
এআইএসআই 4340 এ্যাল স্টিলটি তাপচাপের আগে উত্তাপযুক্ত বা স্বাভাবিক এবং তাপ চিকিত্সা অবস্থায় থাকতে হবে e টেম্পারিং সাধারণত কঠোরতা প্রক্রিয়া থেকে স্ট্রেস উপশম করার জন্য পরিচালিত হয় তবে প্রাথমিকভাবে প্রয়োজনীয় কঠোরতা এবং যান্ত্রিক বৈশিষ্ট্য অর্জন করতে হয়।প্রকৃত টেম্পারিং তাপমাত্রা প্রয়োজনীয় বৈশিষ্ট্যগুলি পূরণ করার জন্য চয়ন করা হবে it এটি সাধারণত 450 ℃ - 660 at এ চালিত হয়, পুরো বিভাগে তাপমাত্রা সমান না হওয়া পর্যন্ত ধরে রাখুন, বিভাগের 25 মিমি প্রতি 1 ঘন্টা ভিজিয়ে রাখুন এবং স্থির বাতাসে শীতল হন। 250 ℃ -450 between এর মধ্যে টেম্পারিং এড়ানো যায় না কারণ এই সীমার মধ্যে টেম্পারিং প্রভাবের মানকে মারাত্মকভাবে হ্রাস করবে, ফলস্বরূপ মেজাজের ভঙ্গুরতা।
১১. আবেদন
এআইএসআই 4340 প্রায়শই এআইএসআই 4140 এর চেয়ে বেশি শক্তির স্তরে বেশি ব্যবহৃত হয় কারণ এটির আরও দৃen়তা এবং উন্নত সিভিএন প্রভাবের দৃness়তার কারণে।
সাধারণ অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে: ভারী শুল্কের অক্ষ, শ্যাফট, ভারী শুল্ক গিয়ারস, স্পিন্ডলস, পিনস, স্টাডস, কোললেটস, বোল্টস, কাপলিংস, স্প্রোকেটস, পিনিয়নস, টর্শন বার, কানেক্টিং রডস, কাকের বারগুলি, পরিবাহক যন্ত্রাংশ, জাল হাইড্রোলিক, নকল ইস্পাত ক্র্যাঙ্কশ্যাফ্টস ইত্যাদি


 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali