
|
পণ্যের বিবরণ:
|
| আদ্যাশক্তি: | 6-630mm | ব্লিঙ্ক করা কার্সরের: | 0.5-60mm |
|---|---|---|---|
| দৈর্ঘ্য: | 300-12000mm | درجه: | ঠান্ডা ঘূর্ণিত |
| প্রয়োগ: | বয়লার, রসায়ন | আদর্শ: | AISI ASTM |
| আকার: | Round.square.Rectangle | প্রকৌশল: | ঠান্ডা ঘূর্ণিত গরম ঘূর্ণিত |
| লক্ষণীয় করা: | seamless stainless steel tube,ss seamless pipes |
||
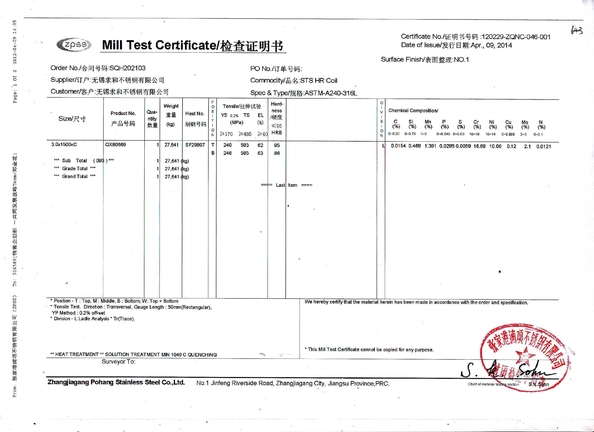
Ni 57.0, Mo 16.0, Cr 15.5, Fe 5.5, W 3.8
বার্স, হেক্স বার, বর্গক্ষেত্র বার, তারের স্পুল, তারের কাটা, আলগা কুণ্ডলী, শীট, প্লেট, কুণ্ডলী, নল, পাইপ, স্তনবৃন্ত, কনুই, ফিটিং, জোড়া, ফ্লেঞ্জ, fasteners, forging, এই গ্রেড মধ্যে HASTELLOY C276 , ডিস্ক, machined.This একটি নিকেল-ক্রোমিয়াম-molybdenum খাদ খাদ যে সবচেয়ে বহুমুখী জারা প্রতিরোধী খাদ পাওয়া যায়। এই খাদ বজ্র তাপ-প্রভাবিত অঞ্চলে শস্য সীমানা গঠনের প্রতিরোধী, এইভাবে এটি বেশিরভাগ রাসায়নিক প্রক্রিয়া অ্যাপ্লিকেশনের জন্য welded অবস্থায় হিসাবে উপযুক্ত করে তোলে। খাদ C-276 এছাড়াও 1900 ডিগ্রি ফারেনহাইট পর্যন্ত pitting, চাপ-জারা ক্র্যাকিং এবং অক্সিডাইসিং বায়ুমণ্ডলের চমৎকার প্রতিরোধের আছে। খাদ C-276 রাসায়নিক পরিবেশ বিস্তৃত ব্যতিক্রমী প্রতিরোধের আছে।
বৈশিষ্ট্য
অ্যাপ্লিকেশন
হ্যাসেলোলো সি ২76 এর কিছু সাধারণ অ্যাপ্লিকেশন রাসায়নিক এবং পেট্রোকেমিক্যাল জৈব ক্লোরাইড প্রসেস এবং হ্যালাইড বা এসিড অনুঘটকগুলি ব্যবহার করার প্রক্রিয়াগুলিতে সরঞ্জাম উপাদানগুলি অন্তর্ভুক্ত করে। অন্যান্য শিল্প অ্যাপ্লিকেশনগুলি সজ্জা এবং কাগজ (ডাইজেস্টার এবং ব্লিচ এলাকা), স্ক্রাবার এবং ফ্লু গ্যাস ডেস্ফ্লুরাজাইজেশন, ফার্মাসিউটিক্যাল এবং ফুড প্রসেসিং সরঞ্জামের জন্য ডেক্টিং।
হেস্টেলোয়ি সি -276 একটি নিকেল-ক্রোমিয়াম-মোলাইবডামাম খাদ যা সার্বজনীন জারা প্রতিরোধের সাথে অন্য কোন খাদ দ্বারা আলাদা। এটি ফরাসী এবং ক্যাস্ট্রিক ক্লোরাইড, গরম দূষিত খনিজ অ্যাসিড, সলভেন্টস, ক্লোরিন এবং ক্লোরিন দূষিত (জৈব এবং অজৈব উভয়), শুষ্ক ক্লোরিন, ফরমিক এবং অ্যাসেটিক অ্যাসিড, অ্যাসিটিক এনহাইড্রাইড, সমুদ্রের জল সহ রাসায়নিক প্রক্রিয়া পরিবেশের বিস্তৃত প্রতিরোধের রয়েছে। ব্রাইন সমাধান এবং হিপোক্লোরাইট এবং ক্লোরিন ডাই অক্সাইড সমাধান। অ্যালয়েড সি ২76 এছাড়াও ওয়েলেড তাপ প্রভাবিত অঞ্চলের শস্য সীমানা গঠনের বিরোধিতা করে যা এটি-ওয়েলেডেড অবস্থায় বেশিরভাগ রাসায়নিক প্রক্রিয়াগুলির জন্য কার্যকর করে তোলে। এটা পটিং এবং চাপ ক্ষয় ক্র্যাক চমৎকার প্রতিরোধের আছে।
হেস্টেলোলো সি ২76 শীট 0.044 "তাপমাত্রা 2050 ডিগ্রি ফারেনহাইট তাপে চর্বিযুক্ত, দ্রুত শুকিয়ে যাওয়া, গড় ওলসেন কাপ গভীরতা 0.48"। খাদ C-276 সফলভাবে অনেক পদ্ধতি দ্বারা বানানো যাবে। খাদ কঠোর পরিশ্রম করতে থাকে কিন্তু সঠিক যত্নের সাথে, খাদ দ্রুত গরম এবং ঠান্ডা গঠিত হয়। ঢালাই, মেশিন এবং গঠন সম্পূর্ণ তথ্য উপলব্ধ
রাসায়নিক প্রয়োজনীয়তা | |||||||
|---|---|---|---|---|---|---|---|
এন | কোটি | MN | মো | সি | যদি | ফে | |
| সর্বোচ্চ% | বাল। | 16.5 | 1.0 | 17.0 | 0,010 | 0.08 | সাত |
| ন্যূনতম% | 14.5 | 15.0 | 4.0 | ||||
যান্ত্রিক সম্পত্তি প্রয়োজনীয়তা | |||||
|---|---|---|---|---|---|
| আলটিমেট প্রসার্য | ফলন শক্তি (0.2% ওএস) | Elong। 2 ইন। (50.8 মিমি) বা 4 ডি মিনিট,% | আর / এ | কঠোরতা | |
| ন্যূনতম | 100 কেএসআই | 41 কেএসআই | 40 | ||
| ম্যাক্স | |||||
| ন্যূনতম (মেট্রিক) | 690 এমপিএ | 283 এমপিএ | |||
| ম্যাক্স | |||||
তাপমাত্রায় গড় প্রসার্য তথ্য চার্ট
বিশেষ উল্লেখ | |
|---|---|
| ফর্ম | মান |
UNS | ইউএনএস এন 10২76 |
বার | এএসটিএম বি 574 দিন 1775২ |
টেলিগ্রাম | |
চাদর | এএসটিএম বি 575 দিন 17750 |
প্লেট | এএসটিএম বি 575 দিন 17750 |
মানানসই | এএসটিএম বি 366 |
forging | এএসটিএম বি 564 |
নল | এএসটিএম বি 619 এএসটিএম বি 622 এএসটিএম বি 626 দিন 17751 |
নল | এএসটিএম বি 619 এএসটিএম বি 622 এএসটিএম বি 626 দিন 17751 |
ঢালাই তারের | A5.14 ERNiCrMo-4 |
ঢালাই electrode | A5.11 ENICrMo-4 |
দিন। | 2.4819 সব ফর্ম |
| টেবিল 16 | |
|---|---|
| প্রস্তাবিত টুল টাইপ এবং মেকিং শর্তাবলী | |
| অপারেশনস | কার্বাইড সরঞ্জাম |
| গুরুতর বাধা সঙ্গে roughing ,. | ঘূর্ণন বা সি -1 এবং সি -3 গ্রেড সম্মুখীন: নেগেটিভ রক বর্গক্ষেত্র সন্নিবেশ, 45 ডিগ্রী SCEA1, 1/32 ইন। নাক ব্যাসার্ধ। টুল ধারক: 5 ডিগ্রী নেগেভ। পিছনে রিক, 5 ডিগ্রী নেগেভ। পার্শ্ব প্রতিক্রিয়া। গতি: 30-50 এসএমএফ, 0.004-0.008 ইন ফিড, 0.150 কাটা গভীরতা। শুকনো 2, তেল 3, বা জল বেস শীতল 4। |
| সাধারণ roughing | ঘূর্ণন বা সি -1 বা সি -3 গ্রেড সম্মুখীন: নেতিবাচক হার বর্গাকার সন্নিবেশ, 45 ডিগ্রী এসসিইএ, 1/32 নাক ব্যাসার্ধ। টুল ধারক: 5 ডিগ্রী নেগেভ। পিছনে রিক, 5 ডিগ্রী নেগেভ। পার্শ্ব প্রতিক্রিয়া। গতি: 90 এসএমএফ সেট আপের অনমনীয়তা, 0.010 ইঞ্চি ফিড, 0.150 ইঞ্চি গভীরতার উপর নির্ভর করে। শুকনো, তেল, বা জল বেস কুল্যান্ট। |
| শেষ হচ্ছে | ঘূর্ণন বা সি -1 বা সি -3 গ্রেড সম্মুখীন: ইতিবাচক রেকে বর্গক্ষেত্র সন্নিবেশ, সম্ভব হলে, 45 ডিগ্রী এসসিইএ, 1/32 ইন। নাক ব্যাসার্ধ। টুল ধারক: 5 ডিগ্রী pos। পিছনে রক, 5 ডিগ্রী pos। পার্শ্ব প্রতিক্রিয়া। গতি: 95-110 এসএমএফ, 0.005-0.007 ইন ফিড, 0.040 ইন গভীরতার কাটা। শুকনো বা জল বেস কুল্যান্ট। |
| রুক্ষ বিরক্তিকর | C-2 বা C-3 গ্রেড: বিরক্তিকর বারটি সন্নিবেশ টাইপ করুন, সর্বাধিক সম্ভাব্য এসসিইএ এবং 1/16 ইন নাক ব্যাসার্ধের সাথে মানসম্পন্ন ইতিবাচক রেকে সরঞ্জাম ব্যবহার করুন। Brazed টুল বার, 0 ডিগ্রী ব্যাক রিকল, 10 ডিগ্রী pos পিচ। পার্শ্ব রেকে, 1/32 ইন। নাক ব্যাসার্ধ এবং সর্বাধিক সম্ভাব্য এসসিইএ। গতি: সেটআপের কঠোরতার উপর ভিত্তি করে 70 sfm, 0.005-0.008 ইন ফিড, 1/8 ইন গভীরতার কাটা। শুকনো, তেল বা জল বেস কুল্যান্ট। |
| বিরক্তিকর শেষ | সি -2 বা সি -3 গ্রেড: সন্নিবেশ টাইপ বারে স্ট্যান্ডার্ড ইতিবাচক রক সরঞ্জাম ব্যবহার করুন। ফিরতি বাঁক এবং সম্মুখীন পিছনে পিছন জন্য 0 braces ভাল হিসাবে ভাল brazed সরঞ্জাম গ্রিন। গতি: 95-110 এসএমএফ, 0.00২-0.004 ফিডে। জল বেস কুল্যান্ট। |
| নোট: | |
1 এসসিইএ - সাইড কাটিয়া প্রান্ত কোণ বা টুলের সীসা কোণ। 2 কোনও স্থানে যেখানে শুষ্ক কাটিয়া সুপারিশ করা হয়, হাতিয়ারের উপর পরিচালিত একটি বায়ু জেট যথেষ্ট সরঞ্জাম জীবন বৃদ্ধি করতে পারে। একটি জল-বেস কুল্যান্ট mist এছাড়াও কার্যকর হতে পারে। 3 তেল কুল্যান্ট প্রিমিয়াম মানের, চরম চাপ additives সঙ্গে সালফোক্লোরিনযুক্ত তেল হতে হবে। 50 থেকে 125 এসএসইউ থেকে 100 ডিগ্রি ফারেনহাইটে একটি সান্দ্রতা। 4 জল বেস কুল্যান্ট প্রিমিয়াম মানের, সালফোক্লোরিনযুক্ত জল দ্রবণীয় তেল বা চরম চাপ additives সঙ্গে রাসায়নিক ইমালসন হওয়া উচিত। 15: 1 মিশ্রণ করতে পানি দিয়ে ঠাণ্ডা। জল-ভিত্তিক কুল্যান্ট চিপিং এবং কার্বাইড সরঞ্জামগুলির দ্রুত ব্যর্থতায় বাধা সৃষ্টি করতে পারে। | |
| টেবিল 17 | |
|---|---|
| প্রস্তাবিত টুল টাইপ এবং মেকিং শর্তাবলী | |
| অপারেশনস | কার্বাইড সরঞ্জাম |
| মিলিং সম্মুখীন | Carbide সাধারণত সফল না, সি গ্রেড কাজ করতে পারে। ইতিবাচক অক্ষীয় এবং রেডিয়াল रेक, 45 ডিগ্রী কোণার কোণ, 10 ডিগ্রী ত্রাণ কোণ ব্যবহার করুন। গতি: 50-60 এসএমএফ। ফিড: 0.005-0.008 ইন। তেল বা ওয়াটারবেস কুল্যান্টগুলি কার্বাইড কর্তক দাঁতগুলির তাপ শক ক্ষতি কমবে। |
| শেষ মিলিং | সুপারিশ করা হয় না, তবে C-2 গ্রেডগুলি ভাল সেটআপগুলিতে সফল হতে পারে। ইতিবাচক rake ব্যবহার করুন। গতি: 50-60 এসএমএফ। ফিড: উচ্চ গতি ইস্পাত হিসাবে একই। তেল বা জল বেস কুল্যান্ট তাপ শক ক্ষতি হ্রাস করা হবে। |
| তুরপুন | C-2 গ্রেড সুপারিশ করা হয় না, কিন্তু টিপড ড্রিলগুলি যদি কোনও গভীর গভীরতা না থাকে তবে কঠোর সেটআপে সফল হতে পারে। ওয়েব thrust হ্রাস করতে thinned আবশ্যক। বিন্দু 135 ডিগ্রী অন্তর্ভুক্ত কোণ ব্যবহার করুন। বন্দুক ড্রিল ব্যবহার করা যেতে পারে। গতি: 50 sfm। তেল বা জল বেস কুল্যান্ট। কুল্যান্ট ফিড carbide tipped ড্রিলস কিছু setups মধ্যে লাভজনক হতে পারে। |
| Reaming | C-2 বা C-3 গ্রেড: টিপড পুনরাবৃত্তি সুপারিশ করা হয়েছে, কঠিন কার্বাইড রিমায়ারগুলির জন্য ভাল সেটআপের প্রয়োজন হয়। উচ্চ গতির ইস্পাত হিসাবে টুল জ্যামিতি একই। গতি: 50 sfm। ফিড: উচ্চ গতি ইস্পাত হিসাবে একই। |
| মৃদু আঘাতকরণ | সুপারিশ করা হয় না, মেশিন থ্রেড, বা রোল ফর্ম। |
| বৈদ্যুতিক স্রাব যন্ত্র | অ্যালায় সহজে কোন প্রচলিত বৈদ্যুতিক স্রাব যন্ত্র সিস্টেম (EDM) বা টেলিগ্রাম (EDM) ব্যবহার করে কাটা যাবে। |
| নোট: | |
5 এম -40 সিরিজ হাই স্পিড স্টিলগুলিতে এম -41, এম -২4, এম 43, এম -44, এম -45 এবং এম -46 লিখিত সময় অন্তর্ভুক্ত। অন্যান্য যোগ করা যেতে পারে এবং সমানভাবে উপযুক্ত হতে হবে। 6 তেল কুল্যান্ট একটি প্রিমিয়াম মানের, চরম চাপ additives সঙ্গে সালফোক্লোরিনযুক্ত তেল হতে হবে। 50 থেকে 1২5 এসএসইউ থেকে 100 ডিগ্রি ফারেনহাইটে একটি সান্দ্রতা। 7 জল বেস কুল্যান্ট প্রিমিয়াম মানের, সালফোক্লোরিনযুক্ত জল দ্রবণীয় তেল বা চরম চাপ additives সঙ্গে রাসায়নিক ইমালসন হওয়া উচিত। 15: 1 মিশ্রণ করতে পানি দিয়ে ঠাণ্ডা। | |
| টেবিল 18 | |
|---|---|
| প্লাজমা আর্ক কাটিং | |
| আমাদের alloys কোনো প্রচলিত প্লাজমা চাপ কাটিয়া সিস্টেম ব্যবহার করে কাটা যাবে। আর্গন এবং হাইড্রোজেন গ্যাসগুলির মিশ্রণ ব্যবহার করে সেরা চাপ গুণটি অর্জন করা হয়। নাইট্রোজেন গ্যাস হাইড্রোজেন গ্যাসের জন্য প্রতিস্থাপন করা যেতে পারে, কিন্তু কাটা মানের সামান্য খারাপ হবে। প্লাজমা এই alloys কাটিয়া যখন বিমান বায়ু বা কোনো অক্সিজেন ভারবহন গ্যাস এড়ানো উচিত। | |





ব্যক্তি যোগাযোগ: Mr. Gao Ben
টেল: +86-18068357371
ফ্যাক্স: 86-0510-88680060







